17.00-25/1.7 ertza Eraikuntza Ekipamendua Gurpil-kargagailurako
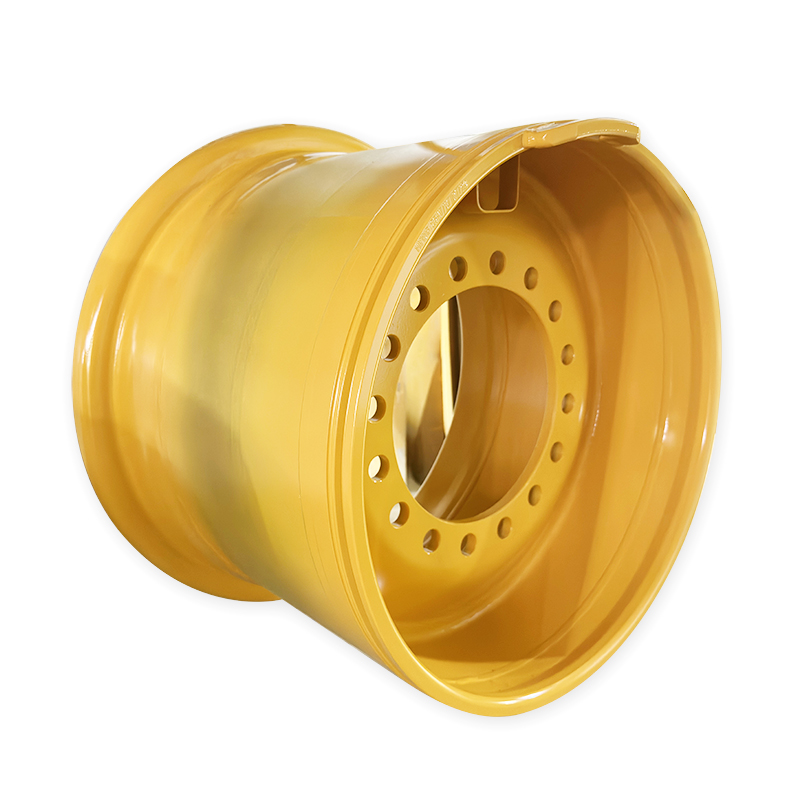




Jatorrizko Ekipamenduaren Fabrikatzaileen (OEM) gurpilak, stock gurpilak bezala ere ezagunak, ibilgailuetan lehen aldiz fabrikatzen direnean estandar datozen gurpilak dira. OEM gurpilak egiteko prozesuak hainbat urrats ditu, besteak beste, diseinua, materiala hautatzea, galdaketa edo forjaketa, mekanizazioa, akabera eta kalitate kontrola.
Volvo gurpil-kargagailuek ezaugarri hauek dituzte normalean:
1. **Diseinua**: OEM gurpilak diseinu fase batekin hasten dira, non ingeniariek eta diseinatzaileek gurpilaren zehaztapenak sortzen dituzten, neurriak, estiloa eta karga-ahalmena barne. Diseinuak ibilgailuaren pisua, errendimendu baldintzak eta estetika bezalako faktoreak ere hartzen ditu kontuan.
2. **Materialaren hautaketa**: materiala aukeratzea funtsezkoa da gurpilaren indarra, iraunkortasuna eta pisua lortzeko. OEM gurpil gehienak aluminiozko aleazioz edo altzairuz eginda daude. Aluminiozko aleaziozko gurpilak ohikoagoak dira pisu arinagoa eta estetika hobea dutelako. Aleazio-konposizio espezifikoa gurpilaren nahi diren propietateen arabera hautatzen da.
3. **Galdaketa edo forjaketa**: OEM gurpilak sortzeko bi fabrikazio metodo nagusi daude: galdaketa eta forjaketa.
- **Galdaketa**: Galdaketan, urtutako aluminiozko aleazioa gurpilaren forma duen molde batera isurtzen da. Aleazioa hoztu eta solidotu ahala, moldearen forma hartzen du. Metodo hau diseinu korapilatsuak sortzeko erabiltzen da eta kostu eraginkorragoa da gurpil kopuru handia ekoizteko.
- **Forjaketa**: Forjatzeak presio handiko prentsak edo mailuak erabiliz berotutako aluminiozko aleazioko totxoak moldatzen ditu. Metodo honek normalean gurpil sendoagoak eta arinagoak lortzen ditu galdaketarekin alderatuta, baina garestiagoa da eta errendimendura bideratutako ibilgailuetarako egokia da.
4. **Mekanizazioa**: galdaketa edo forjatu ondoren, gurpilek mekanizazio prozesu bat egiten dute forma fintzeko, gehiegizko materiala kentzeko eta ezaugarriak sortzeko, hala nola erraien diseinuak, azkoin zuloak eta muntatzeko gainazala. Ordenagailuz kontrolatutako makinek zehaztasuna eta koherentzia bermatzen dituzte etapa honetan.
5. **Akabera**: gurpilek hainbat akabera prozesu egiten dituzte itxura hobetzeko eta korrosiotik babesteko. Horrek pintura, hauts estaldura edo babes-geruza garbi bat aplikatzea barne hartzen ditu. Gurpil batzuk leunduak edo mekanizatuak izan daitezke gainazal testura zehatzak sortzeko.
6. **Kalitate-kontrola**: fabrikazio-prozesuan zehar, kalitate-kontroleko neurri zorrotzak ezartzen dira gurpilek segurtasun-, errendimendu- eta estetika-arauak betetzen dituztela ziurtatzeko. Honek egituraren osotasuna, oreka, dimentsioak eta gainazaleko akabera probak barne hartzen ditu.
7. **Probak**: gurpilak fabrikatu eta amaitu ondoren, hainbat proba egiten zaizkie, hala nola neke erradiala eta alboko probak, inpaktu probak eta estres probak. Proba hauek baldintza desberdinetan gurpilen indarra eta iraunkortasuna egiaztatzen laguntzen dute.
8. **Paketatzea eta Banaketa**: Kalitate-kontrola eta probak gainditu ondoren, gurpilak paketatu eta ibilgailuen muntaketa-lantegietara banatzen dira ibilgailu berrietan instalatzeko. Baliteke ordezko pieza gisa ere eskuragarri egotea merkatuan erabiltzeko.
Orokorrean, OEM gurpilak egiteko prozesua ingeniaritza, materialen zientzia, doitasun mekanizazioa eta kalitate kontrolaren konbinazioa da, gurpilek segurtasun, errendimendu eta estandar estetikoak betetzen dituztela ziurtatzeko, ibilgailuaren diseinua eta funtzionaltasuna osatzen duten bitartean.
Aukera gehiago
| Gurpil-kargagailua | 14.00-25 |
| Gurpil-kargagailua | 17.00-25 |
| Gurpil-kargagailua | 19.50-25 |
| Gurpil-kargagailua | 22.00-25 |
| Gurpil-kargagailua | 24.00-25 |
| Gurpil-kargagailua | 25.00-25 |
| Gurpil-kargagailua | 24.00-29 |
| Gurpil-kargagailua | 25.00-29 |
| Gurpil-kargagailua | 27.00-29 |
| Gurpil-kargagailua | DW25x28 |